
еЊвЊЃКБОЮФжївЊНщЩмСЫДИЖЭКЭШШМЗбЙРрШШЖЭдьФЃОпбЁВФЕФвЛАуЙцТЩКЭЗНЗЈЃЛЭЌЪБеыЖдФПЧАЯрЙиФЃОпЪйУќНЯЕЭЕФЮЪЬтЃЌДгШШМгЙЄЁЂРфШШМгЙЄХфКЯНЧЖШЃЌЬсГіСЫЯргІЙЄвегХЛЏЕФДыЪЉКЭЗНЗЈЁЃ
ЙиМќДЪЃКФЃОпЃЌВФСЯЁЂШШДІРэ
вЛ ЧАбд
ФЃОпЪЧЪЕЯжЩйЁЂЮоМгЙЄЯШНјжЦдьММЪѕжаЕФживЊЙЄвезАБИЃЌдкЯжДњЙЄвЕЩњВњжаЕУЕНЙуЗКгІгУЁЃДгЪЙгУЧщПіБэУїЃКФЃОпЕФжЪСПдкКмДѓГЬЖШЩЯШЁОігкФЃОпЕФбЁВФЁЂШШДІРэЙЄвеЁЃАДееФЃОпЕФЪЙгУЬѕМўЗжРрАќРЈЃКРфГЩаЭФЃОпЃЈАќРЈМЗбЙФЃОпЁЂРфРФЃОпЁЂРфЖЭЛђРфяцФЃОпЃЉЁЂЮТЖЭФЃОпЁЂШШЖЭФЃОпЁЂЫмСЯГЩаЭФЃОпЁЂж§дьФЃОпЕШЕШЁЃБОЮФжївЊВћЪіШШЖЭФЃОпЕФбЁВФКЭжЦдьЙЄвеЃЈгШЦфЪЧШШДІРэЙЄвеЃЉЁЃ
Жў ЪЇаЇЗНЪН
ЁЁЁЁШШЖЭФЃОпЕФжївЊЪЇаЇаЮЪНгаЃКБфаЮЁЂШШЦЃРЭЁЂШШФЅЫ№ЁЂЖЯСбЫФжжЁЃ
ЃЈ1ЃЉБфаЮЃКжИдкИпЮТЯТУЋХїгыФЃОпГЄЦкНгДЅЪЙгУКѓФЃОпГіЯжШэЛЏЖјЗЂЩњЫмадБфаЮЁЃБэЯжЬиеїЮЊЫњЯнЁЃЙЄзїдиКЩДѓЁЂЙЄзїЮТЖШИпЕФМЗбЙФЃОпКЭЖЭдьФЃОпЭЙЦ№ВПЗжШнвзВњЩњетРрШБЯнЁЃ
ЃЈ2ЃЉШШЦЃРЭЃКжИдкЛЗОГЮТЖШЗЂЩњжмЦкадБфЛЏЬѕМўЯТЙЄзїЕФФЃОпБэУцГіЯжЭјзДСбЮЦЁЃЙЄзїЮТВюДѓЃЌМБРфМБШШЗДИДЫйЖШПьЕФШШЖЭФЃОпШнвзГіЯжШШЦЃРЭСбЮЦЁЃ
ЃЈ3ЃЉЖЯСбЃКжИВФСЯБОЩэГадиФмСІВЛзувдЕжПЙЙЄзїдиКЩЖјГіЯжЪЇЮШзДЬЌЯТЕФВФСЯПЊСбЃЌАќРЈДрадЖЯСбЁЂШЭадЖЯСбЁЂЦЃРЭЖЯСбКЭИЏЪДЖЯСбЁЃШШЖЭФЃОпЕФЖЯСбЃЈгШЦфЪЧдчЦкЖЯСбЃЉЃЌгыЙЄзїдиКЩЙ§ДѓЁЂВФСЯДІРэВЛЕБвдМАгІСІМЏжаЕШЯрЙиЁЃ
ЃЈ4ЃЉШШФЅЫ№ЃКЮЊФЃОпЙЄзїВПЮЛгыБЛМгЙЄВФСЯжЎМфЯрЖддЫЖЏВњЩњЕФЫ№КФЃЌАќРЈГпДчГЌВюКЭБэУцЫ№ЩЫЁЃФЃОпЙЄзїЮТЖШЁЂФЃОпЕФгВЖШЁЂКЯН№дЊЫивдМАШѓЛЌЬѕМўЕШгАЯьФЃОпФЅЫ№ЁЃЯрЖддЫЖЏОчСвКЭЭЙЦ№ВПЮЛЕФФЃОпШнвзВњЩњФЅЫ№ЪЇаЇЁЃ
Ш§ бЁВФвЛАуЙцТЩКЭШШДІРэММЪѕвЊЧѓ
ИљОнШШЖЭФЃОпЕФвЛАуЪЇаЇаЮЪНЃЌФЃОпбЁВФЩЯжївЊПМТЧШШгВадЁЂЧПШЭадЁЂДуЭИадЁЂЭбЬМУєИаадЁЂШШЦЃРЭадФмЕШЁЃДгШШДІРэНЧЖШЃКФЭФЅадЁЂгВЖШЁЂШШДІРэБфаЮЁЂБэУцЭбЬМЕШЁЃетРяжЛНщЩмМИжжзюжївЊЕФадФмЁЃ
1ЁЂШШгВадЃЌвВНаКьгВадЪЧжИФЃОпдкЪмШШЛђИпЮТЬѕМўЯТБЃГжзщжЏКЭадФмЮШЖЈЃЌОпгаПЙШэЛЏЕФФмСІЃЌЫќжївЊШЁОігкВФСЯЛЏбЇГЩЗжКЭШШДІРэжЦЖШЃЌвЛАуетРрИжВФжаКЌгаНЯИпЕФV, W, CoЃЌNb, MoЕШИпШлЕуКЭвзаЮГЩЖрдЊЬМЛЏЮядЊЫиЁЃ
2ЁЂЧПЖШКЭШЭаджївЊИљОнФЃОпЕФГадивЊЧѓПМТЧЃЌИжЕФОЇСЃЖШЃЌЬМЛЏЮяЕФЪ§СПЁЂаЮЬЌЁЂДѓаЁЁЂЗжВМвдМАВагрАТЪЯЬхЕФКЌСПЕШЖдФЃОпЕФЧПЖШКЭШЭадгаКмДѓгАЯьЁЃЫќжївЊШЁОігкИжВФЕФЛЏбЇГЩЗжЁЂвБН№жЪСПЃЈШчЦјЬхКЌСПЁЂМадгЮяЁЂSЁЂPКЌСПЕШЃЉЁЂзщжЏзДЬЌЃЈКЯРэЕФЧђЛЏЭЫЛ№ЃЌИФЩЦзщжЏЕФОљдШадКЭЬМЛЏЮяЕФаЮЬЌЃЉКЭШШДІРэЙЄвеКЯРэдЫгУЁЃ
3ЁЂДугВадКЭДуЭИадЃКДугВадЪЧжИВФСЯДуЛ№КѓЫљФмЙЛДяЕНЕФгВЖШЗЖЮЇЃЌжївЊгыВФСЯЕФЬМКЌСПгаЙиЁЃЖјДуЭИадЪЧжИВФСЯдкДуЛ№КѓЕУЕНТэЪЯЬхзщжЏЕФФмСІЃЌЫќжївЊШЁОігкИжЕФЛЏбЇГЩЗжЁЃИљОнФЃОпЪЙгУЬѕМўИїгаВржиЃЌШчЖдвЊЧѓБэУцИпгВЖШЕФГхВУФЃОпЃЌДугВадЯдЕУИќживЊЃЌЖдгквЊЧѓећИіНиУцОпгаОљдШвЛжБадФмЕФШШЖЭФЃОпЃЌдђДуЭИадИќживЊЁЃ
ЕБШЛЃЌгАЯьШШЖЭФЃОпЪйУќЕФвђЫиКмЖрЃЌдкбЁдёВФСЯЪБЃЌгІИљОнШШЖЭФЃОпЕФОпЬхЙЄзїЬѕМўКЯРэбЁгУЃЌЯТБэЮЊСНжжжївЊФЃОпГЃгУбЁВФЃК
|
ФЃОпРраЭ
|
ЭЦМіВФСЯ
|
вЛАуЪЙгУгВЖШЗЖЮЇ
|
|
ДИЖЭФЃОп
|
5CrMnMo, 5CrNiMo, 5SiMnMo,4SiMnMo, 3Cr2W8V(SKD5), 4Cr5MoSiV (H11,SKD6), 4Cr5MoSiV1 (H13, SKD61), 4CrMnSiMoV
|
38~42HRC
|
|
ШШМЗбЙФЃОп
|
3Cr2W8V(SKD5), 4Cr5MoSiV (H11,SKD6), 4Cr5MoSiV1 (H13, SKD61), 4CrMnSiMoV
|
44~55HRC(48~52HRC)
|
ОпЬхВЛЭЌФЃОпВФСЯЕФгУЭОЁЂЪЙгУЮТЖШЗЖЮЇЁЂЪЪгУЭЦМігВЖШЗЖЮЇЃЌПЩвдВЮПМЁЖЛњаЕЙЄГЬЪжВсЁЗЁЃ
ЫФ МгЙЄЙЄвеМАЦфЖдФЃОпЪйУќЕФгАЯь
вЛАуФЃОпжЦдьЙЄвеСїГЬЃКТфСЯЁЂЖЭдь+ЧђЛЏЭЫЛ№ДІРэ—ЛњМгЙЄ—ДуЛ№ЁЂЛиЛ№ДІРэ—ЃЈЩюРфДІРэЃЉ—ОЋМгЙЄЃЈАќРЈЕчТіГхМгЙЄЃЉ—баФЅЁЂХзЙтДІРэ—РызгЕЊЛЏДІРэЁЃ
КЯРэЕФФЃОпжЦдьЙЄвеСїГЬЃКТфСЯЁЂЖЭдь+ЧђЛЏЭЫЛ№ДІРэ—ЛњМгЙЄ—ецПеДуЛ№ЁЂЛиЛ№ДІРэЃЈФПЕФМѕаЁШШДІРэБфаЮЃЉ—ЃЈЩюРфДІРэЃЉ—баФЅЁЂХзЙтДІРэ—РызгЕЊЛЏДІРэЁЃ
2.1 ТфСЯЁЂЖЭдь+ЧђЛЏЭЫЛ№ЃКИжГЇЬсЙЉЕФФЃОпВФСЯвЛАуЮЊЖЭХїаЮЪНЛђАєВФЃЌЦфФкВПзщжЏжаЬМЛЏЮяГЪбиОЇНчЭјзДЗжВМЃЌетжжзщжЏЃЌШчЙћВЛОЙ§НјвЛВНЕФЖЭдьМгЙЄЃЌЪЙгУЪБЃЌСбЮЦШнвзбиОЇНчУШЩњВЂРЉеХЃЌНЕЕЭФЃОпЕФГадиФмСІЃЌзюжеЕМжТФЃОпЕФдчЦкЖЯСбЁЃ
ЭЈЙ§ЖЭдьКЭЫцКѓЕФЧђЛЏЭЫЛ№ДІРэЃЌаЮГЩОљдШЁЂЯИаЁЁЂУжЩЂЗжВМЕФЬМЛЏЮяЃЌИФЩЦФЃОпФкВПЕФзщжЏЬѕМўЃЌгШЦфЪЧЬМЛЏЮяЗжВМЃЌЮЊзюжеШШДІРэзМБИзщжЏЬѕМўЃЌБмУтОжВПЕФгІСІМЏжаВњЩњШШДІРэПЊСбЃЌЭЌЪБгажњгкЬсИпФЃОпЕФЪйУќЃЌНтОіЖЯСбКЭЙъСбЮЪЬтЁЃЯТЭМЮЊМИжжФЃОпВФСЯЕФПьЫйЧђЛЏЭЫЛ№ЙЄвеЃЈЧђЛЏЭЫЛ№ЙЄвеЕФЮТЖШЗЖЮЇПЩвдВЮПМЁДШШДІРэЪжВсЁЕЛђЁДЛњаЕЙЄГЬЪжВсЁЕЃЉЁЃ
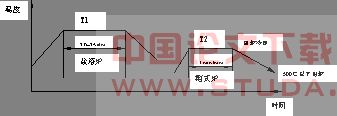
ЭМ1 ПьЫйЧђЭЫЛ№ЙЄве
T1 ЃК3Cr2W8V, 1050ЁцЃЛ3Cr3Mo3VNb, 1030ЁцЃЛ5Cr4W5Mo2V, 1100Ёц
T2ЃК 3Cr2W8V, 850~870ЁцЃЛ3Cr3Mo3VNb, 850~870ЁцЃЛ5Cr4W5Mo2V, 850~870Ёц
2.2 ОЋМгЙЄЃКГ§ЗЧФЃОпЙ§гкИДдгЃЌзюКУЧаЯїМгЙЄАВХХдкШШДІРэжЎЧАЃЌФПЕФдкгкБмУтЛњаЕМгЙЄЙ§ГЬжадкБэУцаЮГЩЕФРгІСІЃЌЕМжТФЃОпЦЃРЭадФмЕФНЕЕЭЁЃ
ЕчТіГхМгЙЄЮЊВФСЯЕФШлЛЏМгЙЄЙ§ГЬЃЌМгЙЄКѓШнвздкБэУцаЮГЩШлЛЏВуКЭШШгАЯьВуЃЌНЕЕЭФЃОпБэУцЕФгВЖШЁЂФЭФЅадЃЌМѕаЁШШДІРэБэУцаЮГЩЕФбЙгІСІЖјНЕЕЭФЃОпЕФШШЦЃРЭадФмЃЌвђДЫШШДІРэКѓвЛАузюКУВЛдйНјааЕчТіГхМгЙЄЛђепМѕаЁМгЙЄгрСПЛђепВЩгУМгЙЄКѓбаФЅЁЂХзЙтЕФЗНЪНМѕаЁБэУцМгЙЄВуЕФгАЯьЃЌвдБмУтЧаЯїМгЙЄЃЌгШЦфЪЧЕчТіГхМгЙЄЖдФЃОпБэУцЫ№ЩЫЖјгАЯьФЃОпЪйУќЁЃ
2.3 ШШДІРэЃКвЛАуФЃОпЕФШШДІРэЮТЖШКЭЪБМфПЩвдВЮПМЁДШШДІРэЪжВсЁЕЛђЁДЛњаЕЙЄГЬЪжВсЁЕЁЃашвЊзЂвтЕФЪЧ
ЃЈ1ЃЉШШДІРэгІВЩгУКЯРэЕФЙЄвеМѕаЁШШДІРэБфаЮ (вЛАуВЩгУЖрЖЮМгШШЙЄвеЃЌЭЌЪБЗРжЙМгШШПЊСб)ЃЌЭЌЪБПМТЧЫљВЩгУЕФШШДІРэЗНЪНЃЌгІБмУтКЯН№дЊЫиЕФеєЗЂЃЌдкВФСЯДуЭИаддЪаэЕФЬѕМўЯТЃЌОЁПЩФмВЩгУецПеШШДІРэЁЂЦјЬхДуЛ№ММЪѕЃЌМѕаЁШШДІРэБфаЮЃЌБмУтШШДІРэКѓНЯДѓЕФМгЙЄгрСПЃЌЕМжТБэУцЙ§ШШЃЌгАЯьФЃОпЪйУќЁЃЕЋЖдДугВадНЯВюВФСЯЛђДцдкИпЮТЯТвзЛгЗЂдЊЫиЕФВФСЯЃЌШчКЌИпNi ЕШЃЌвЫВЩгУбЮдЁШШДІРэЁЃ
ЃЈ2ЃЉЭЦМіВЩгУГЌБЅКЭЩјЬМШШДІРэММЪѕЃЌМДгІгУЩјЬМММЪѕЃЌзшжЙШШДІРэБэУцЭбЬМЃЌЭЌЪБЬсИпБэУцЕФФЭФЅадЃЌВЂРћгУЩјЬМДуЛ№КѓЃЌБэУцаЮГЩИпбЙгІСІЃЌЬсИпФЃОпЕФЦЃРЭПЙСІЁЃ
ЃЈ3ЃЉФЃОпВФСЯжавЛАуКЌгаНЯИпЕФCr,Mo,V,W,NbЕШИпЮТЁЂЧПЬМЛЏЮяаЮГЩдЊЫиЃЌДгЖјЬсИпФЃОпЕФЧПЖШЁЂКьгВадЕШадФмЃЌдкШШДІРэЛиЛ№ДІРэжаЃЌОпгаУїЯдЕФЖўДЮгВЛЏЬиадЃЌМДдкЕЭЮТЛиЛ№КЭИпЮТЛиЛ№аЮГЩСНДЮИпгВЖШЁЃвђДЫИљОнФЃОпЕФЪЕМЪЪЙгУЮТЖШЗЖЮЇЃЌПЩвдбЁдёадгІгУЛиЛ№ЮТЖШЃЌЕЋЪЧЖдгкШШЖЭФЃОпгІВЩгУИпЮТЛиЛ№ЙЄвеЃЌвдБмУтЖўДЮЛиЛ№гВЛЏаЇгІЕМжТЪЙгУЙ§ГЬжаФЃОпадФмЕФНЕЕЭЁЃ
СэвЛЗНУцЃЌвВгЩгкФЃОпВФСЯжавЛАуКЌгаНЯИпЕФCr,Mo,V,W,NbЕШИпЮТЁЂЧПЬМЛЏЮяаЮГЩдЊЫиЃЌОпгаКмЧПЕФПЙЛиЛ№адФмЃЌвђДЫашвЊНјааЖрДЮЕФЛиЛ№ЃЌБмУтЛиЛ№ВЛГфЗжв§Ц№дчЦкЕФЪЇаЇЃЈЖЯСбКЭЙъСбЃЉЃЌвЛАувЊЧѓжСЩй2ДЮИпЮТЛиЛ№ЃЈИќЖрВЩгУШ§ДЮЛиЛ№ЙЄвеЃЉЁЃ
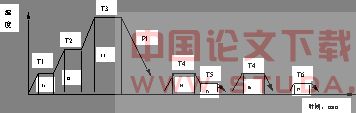
ЭМ2ЮЊ3Cr2W8VШШЖЭФЃОпЕФШШДІРэЙЄвеЧњЯпЁЃ
2.4ХчЭшЁЂбаФЅЁЂХзЙтДІРэЃКДуЛ№ЁЂЛиЛ№КѓЁЂБэУцШШДІРэЧАЃЌНјааХчЭшДІРэЃЌПЩвдаЮГЩБэУцбЙгІСІВуЃЌИФБфДуЛ№ЁЂЛиЛ№ДІРэКѓЕФБэУцРгІСІзДЬЌЃЛНјааФЃОпХзЙтДІРэЃЌПЩЯћГ§ФЃОпМгЙЄБэУцШБЯнЖјЬсИпФЃОпЪйУќЃЌвЛАуВЩгУШЫЙЄМгЙЄЁЃ
2.5РызгЕЊЛЏЃКЬсИпФЃОпЦЃРЭадФмКЭФЭФЅадЃЌзюКУВЩгУN2ЖјВЛВЩгУNH3ЃЌБмУтHЃЋЖдФЃОпЕФЧтДрзїгУЁЃРызгЕЊЛЏЮТЖШвЛЖЈвЊЕЭгкДуЛ№КѓЕФЛиЛ№ЮТЖШЃЌвдБмУтФЃОпЛљЬхгВЖШЕФНЕЕЭКЭФЃОпЕФБфаЮЃЌДгЖјЕМжТФЃОпЕФЪЇаЇЁЃ
2.6 ЩюРфДІРэЃЈвКЕЊДІРэЃЉЃКдРэЪЧНЕЕЭВагрАТЪЯЬхЁЂаЮГЩБэУцбЙгІСІЁЂЬсИпгВЖШКЭБэУцФЭФЅадЁЂЦЃРЭадФмЁЃЕЋашзЂвтАВШЋЃЈвКЕЊЪЙгУВЛЕБЃЌЛсЖдШЫЬхВњЩњЩеЩЫЃЉЁЃЩюРфДІРэЕФвЛАуЙцЗЖЃКФЃОпЃЈЪвЮТзДЬЌЃЉ——вКЕЊЃЈ-196ЁцЃЉ/2аЁЪБ——здШЛЛиЕНЪвЮТ——160~170Ёц/4аЁЪБ——ПеРфЁЃ
ЕБШЛЃЌШШЖЭФЃОпдкЪЙгУПЊЪМКЭЙ§ГЬжаЃЌгЩгкГаЪмРфШШНЛБфЙ§ГЬЃЌвђДЫЃЌЮЊСЫЬсИпФЃОпЕФЪйУќЃЌЖдФЃОпЕФГфЗждЄШШвВЗЧГЃживЊЃЌдЄШШВЛГфЗжЛђдЄШШЮТЖШЦЋЕЭНЋЛсбЯжигАЯьФЃОпЪЙгУЪйУќЃЌвЛАудЄШШЮТЖШЮЊ200~250ЁцЃЌПЊЪМЖЭдьЧАЃЌФЃОпдЄШШБЃЮТЪБМфвЛАуВЛЕУЕЭгк1аЁЪБЁЃ
Юх БэУцДІРэММЪѕЕФгІгУ
ШШЖЭФЃОпВЩгУБэУцДІРэММЪѕжївЊгЩЃКЭПВуДІРэЃЈШчецПеЭП TiNЛђTiCNЃЉЁЂЖЦВуДІРэЃЈШчЖЦCr, Ni-PЖЦЃЉЖрдЊЙВЩјДІРэЃЈШчCЁЂNЁЂOЛђCЁЂNЁЂOЁЂSЃЉЁЂРызгзЂШыаЮГЩБэУцКЯН№ЛЏВуЁЂЩјBДІРэЁЂЮяРэЦјЯрГСЛ§ЃЈPVDЃЉЁЂЛЏбЇЦјЯрГСЛ§ЃЈVCDЃЉЕШЁЃЦфжавдРызгЕЊЛЏЙЄвезюЮЊЪЪгУЁЃИїжжБэУцЧПЛЏДІРэЗНЗЈЕФгІгУЗЖЮЇШчЯТБэЫљЪОЁЃ
|
БэУцДІРэЗНЗЈ
|
ЖЦВуДІРэ
|
N-CЙВЩј
|
РызгЩјЕЊ
|
ецПеЩјЕЊ
|
ЩјСђ
|
ЩјХ№
|
CVD
TiN
|
PVD
TiN
|
TDЗНЗЈЃЈХ№ЩАбЮдЁЩј V,Nb,Ti,CrЕШЃЉ
|
ГЌгВКЯН№
|
ЙЄФЃОпИж
|
|||
|
адФм
|
Cr
|
Ni-P
|
VC
|
NbC
|
Cr7C3
|
|||||||||
|
гВЖШ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
вЛАу
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
БъзМ
|
|
ФЭФЅад
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
гХ
|
гХ
|
гХ
|
гХ
|
СМ
|
гХ
|
БъзМ
|
|
ПЙШШеГзХад
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
БъзМ
|
|
ПЙвЇКЯад
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
гХ
|
БъзМ
|
|
ПЙГхЛїад
|
вЛАу
|
вЛАу
|
вЛАу
|
вЛАу
|
вЛАу
|
БъзМ
|
вЛАу
|
БъзМ
|
БъзМ
|
БъзМ
|
БъзМ
|
БъзМ
|
вЛАу
|
БъзМ
|
|
ПЙАўТфад
|
вЛАу
|
вЛАу
|
СМ
|
СМ
|
СМ
|
гХ
|
вЛАу
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
----
|
----
|
|
ПЙБфаЮПЊСб
|
вЛАу
|
вЛАу
|
СМ
|
СМ
|
СМ
|
гХ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
СМ
|
----
|
----
|
БОЮФжївЊНщЩмРызгЕЊЛЏЙЄвеМАЦфгІгУЁЃРызгЩјЕЊЪЧРћгУецПеЛдЙтЗХЕчЙ§ГЬдкСуМўБэУцаЮГЩИпФЭФЅадЁЂИпгВЖШЕФКЯН№ЕЊЛЏЮяВуЃЌЦфРэТлЩаЮоЖЈТлЃЌЬсГізюдчЕФЪЧНІЩфгыГСЛ§РэТлЁЃЃЌФПЧАгУгкРызгЩјЕЊЕФНщжЪгаN2+H2ЁЂАБМАЦфЗжНтЦјЁЃАБЗжНтЦјПЩвдЪгЮЊ25%N2+75%H2ЕФЛьКЯЦјЬхЁЃ
жБНгНЋАБЦјЫЭШчТЏФкНјааРызгЕЊЛЏЃЌЪЙгУЗНБуЃЌЕЋЪЧЩјЕЊВуДрадНЯДѓЃЌЖјЧвАБЦјдкТЏФкИїДІЕФЗжНтТЪЪмЕННјЦјСПЁЂТЏЮТЁЂЦ№ЛдУцЛ§ЕШвђЫиЕФгАЯьЃЌВЂЛсгАЯьТЏЮТОљдШадЁЃжЛЪЪКЯгквЊЧѓВЛИпЕФЙЄМўЁЃ
ФЃОпОЙ§РызгЕЊЛЏЕФФПЕФдкгкЃКЭЈЙ§РызгЕЊЛЏдкБэУцаЮГЩКЯН№ЕЊЛЏЮяВуЃЌЧПЛЏБэУцЃЌЬсИпБэУцгВЖШКЭФЭФЅадЃЛЭЌЪБФЃОпОЙ§ДуЛ№ЁЂЛиЛ№жЎКѓЃЌБэУцРћгУРызгЕЊЛЏЙ§ГЬжаЃЌаЮГЩБэУцКЯН№ЕЊЛЏЮяВуЕФИпгВЖШКЭгыЛљЬхгВЖШЕФВювьЃЌаЮГЩБэУцбЙгІСІЃЌПЩвдДяЕН600~800MpaЕФВагрбЙгІСІЃЌДгЖјЬсИпФЃОпЕФЦЃРЭадФмКЭЪйУќЁЃЯТБэЮЊМИжжФЃОпВФСЯРызгЕЊЛЏЙЄвеКЭЪЙгУаЇЙћЁЃ
|
ФЃОпУћГЦ
|
ФЃОпВФСЯ
|
ЙЄве
|
ЪЙгУаЇЙћ
|
|
Гх ЭЗ
|
W18Cr4V
|
500~520Ёц×6h
|
ЬсИп2~4БЖ
|
|
ТСбЙж§ФЃ
|
3Cr2W8V
|
500~520Ёц×6h
|
ЬсИп1~3БЖ
|
|
ШШЖЭФЃОп
|
5CrMnMo
|
480~500Ёц×6h
|
ЬсИп2~3БЖ
|
|
РфМЗбЙФЃ
|
W6Mo5Cr4V2
|
500~550Ёц×2h
|
ЬсИп1~2БЖ
|
|
бЙбгФЃОп
|
C12MoV
|
500~520Ёц×6h
|
ЬсИп5~6БЖ
|
Цп аЁ Нс
ШШЖЭФЃОпгЩгкЪЙгУЮТЖШНЯИпЃЌгІВЩгУШШзїФЃОпИжЃЌЭЌЪБИљОнОпЬхЕФЪЙгУЬѕМўКЭЪЇаЇЗНЪНЃЌКЯРэдЫгУЃЛЮЊСЫЬсИпФЃОпЪйУќЪйУќЃЌКЯРэЕФШШЖЭФЃОпжЦдьЙЄвеЙ§ГЬЮЊЃКТфСЯЁЂЖЭдь+ЧђЛЏЭЫЛ№ДІРэ—ЛњМгЙЄ—ецПеДуЛ№ЁЂЛиЛ№ДІРэЃЈФПЕФМѕаЁШШДІРэБфаЮЃЉ—ЃЈЩюРфДІРэЃЉ—баФЅЁЂХзЙтДІРэ—РызгЕЊЛЏДІРэЁЃРызгЕЊЛЏДІРэгажњгкЬсИпФЃОпЪйУќЃЌдРэдкгкЬсИпБэУцгВЖШКЭаЮГЩБэУцбЙгІСІЁЃШШЖЭФЃОпЕФЪйУќЛЙЪмЕНдкЪЙгУПЊЪМКЭЙ§ГЬжаКЯРэдЄШШЕФгАЯьЃЌдЄШШЮТЖШвЛАуЮЊ200~250ЁцЁЃ




